DEKONTA Poland offers remediation of soil and water environment using the biotechnological method EX SITU and IN SITU with the use of bacteria spreading pollution.
Our scope of work:
Remediation ex-situ:
- Soil reclamation
- Professional supervision over the work
- Transport in accordance with the obtained decisions
- Neutralization and recovery of contaminated soil on remeidation plate
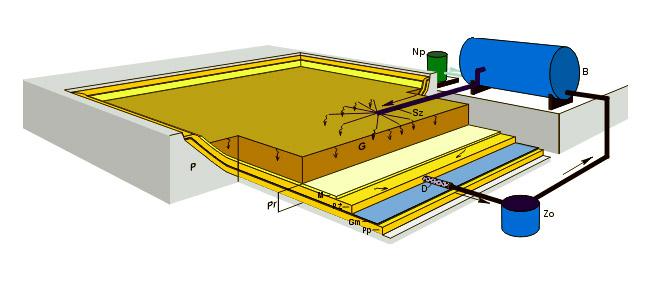
Remediation ex-situ onsite:
- Design and execution of bioremediation plates
- Bioremediation of land
- Supervision of the purification process
Remediation in-situ:
- Two-phase systems
- Bioremediation of soil and water
- Mechanical and chemical aeration
- Pumping and purifying water
- Container installation of waste water treatment plants
Before we start the remediation work, a proper decision must be made to allow remediation work. The decision is made by the Regional Director for Environmental Protection.